in Sewage Treatment: Applications, Dosage & Best Practices 2026")
")


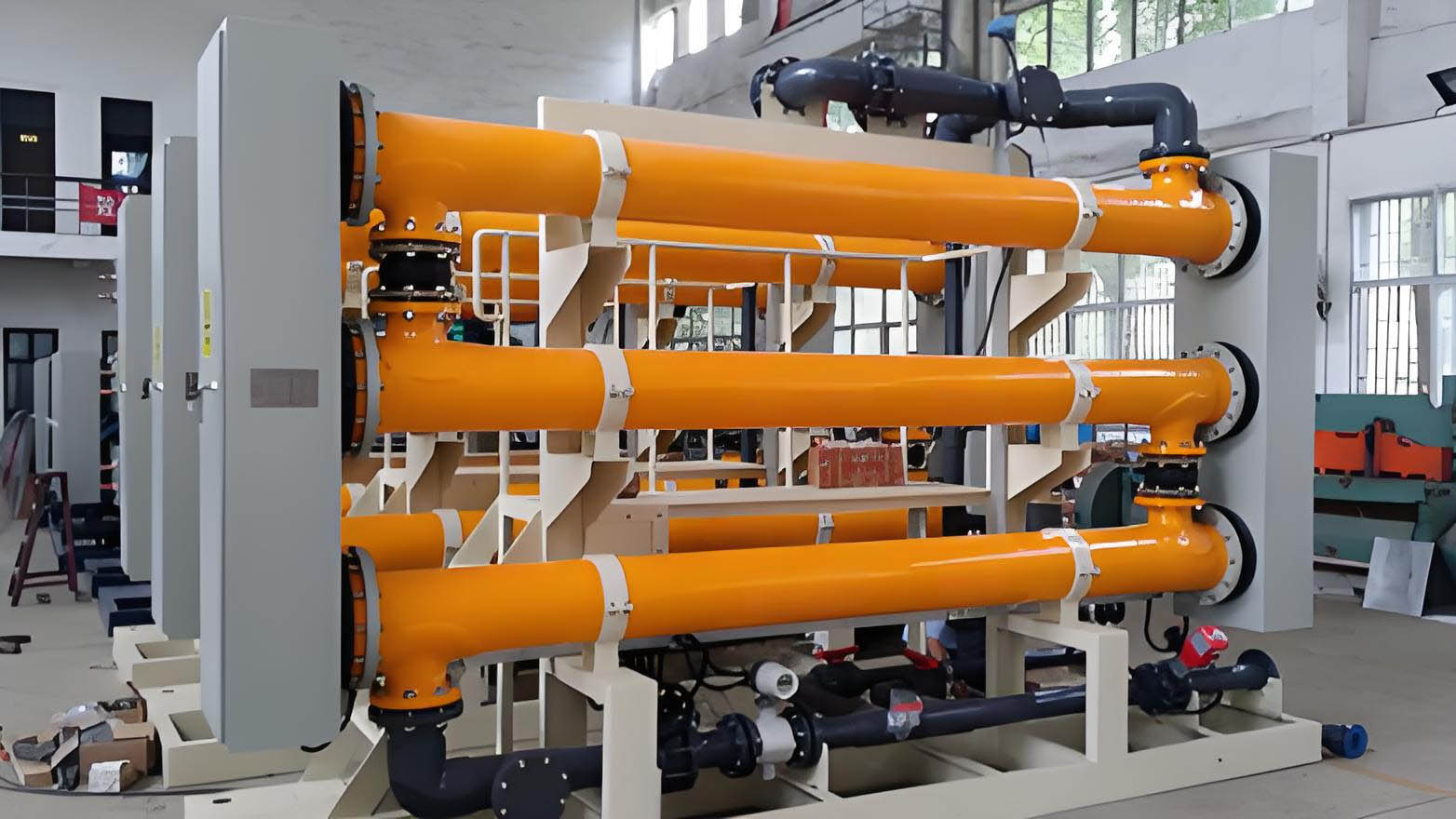
Core Pain Points & On-site Membrane Electrolysis Solution
Pain Point 1: Purchased finished bleach brings high cost, loss & unstable supply
- Outsourced 5%-15% sodium hypochlorite has expensive hazardous chemical transport fees; effective chlorine decays heavily during long-distance transit & storage, especially for Africa, power plant and municipal large-scale users.
- Traditional electrolysis machines require ≥95% high-purity refined salt, with high salt & power consumption raising long-term operation expenditure.
- Split discrete equipment needs complicated field assembly, long construction cycle, and insufficient local after-sales support for overseas projects.
- On-site integrated electrolysis directly produces adjustable 5%~15% high-concentration NaClO, fully eliminating finished bleach freight and concentration loss.
- Optimized membrane electrolytic cell supports raw salt with NaCl purity ≥89%, cutting raw material procurement cost largely.
- Plug-and-play skid design, customizable containerized mobile unit; local on-site technical service available for global clients including Africa.
- Consumption standard: 1.9kg salt + 2.8kWh DC power per 1kg available chlorine
- Max capacity: 30 tons daily 15% NaClO output for large African industrial clients
- Full model range: chlorine output 0.5~30kg/h, covering small town disinfection to large chemical factories
- Certifications: CE, ISO industrial safety certification
Pain Point 2: Different industries need various NaClO concentrations, double line investment waste
Municipal water plants need 5% dilute disinfectant for tap water; daily chemical & pharmaceutical factories require 12%-15% high-concentration stock liquid. Buying two separate production lines causes redundant equipment investment and extra floor space occupation.
Single unit freely switches NaClO concentration 5%–15% via intelligent PLC control. Besides sodium hypochlorite, the system co-produces chlorine, sodium hydroxide, hydrochloric acid and sodium chlorite for chlor-alkali and pharmaceutical intermediate manufacturing. Custom oversized tonnage units are available for chemical manufacturers.
Full specification series: chlorine output 0.5–30kg/h, matched 10% NaClO yield 5–300kg/h; floor area 15㎡~500㎡, unit weight 0.5–15 tons, lightweight skid for fast delivery and installation.
Pain Point 3: Conventional electrolysis equipment has safety hazards & frequent shutdown maintenance
- Ordinary electrolyzers have hydrogen leakage risk without isolation protection.
- Manual brine dosing leads to unstable concentration; electrode scaling triggers frequent production stop.
- No automatic monitoring system, high labor management cost for 24h running.
- Closed electrolytic cell isolates hydrogen safely to avoid explosion risk.
- Auto brine feeding, real-time temperature & current monitoring; auto periodic acid cleaning reduces scaling frequency.
- Whole skid sealed anti-leak structure, compliant with global industrial safety standards.
- Mass containerized units delivered & stable running overseas; long-term municipal sewage & thermal power plant operation cases.
- Intelligent control cabinet supports 24h remote online monitoring & troubleshooting.
- Complete interlock alarm system for abnormal pressure, temperature and liquid level.
Pain Point 4: Outsourced disinfectant faces supply chain instability & hazardous chemical approval limits
Finished NaClO is classified as hazardous chemical with strict transport approval; market price fluctuates violently and supply shortage often occurs. Factories cannot independently control disinfectant quality standard.
Only three basic raw materials required: industrial salt, tap water and electricity. Factories produce NaClO, caustic soda and chlorine for internal disinfection use, or pack finished disinfectants for resale to downstream distributors.
Widely applied across full vertical industries: chlor-alkali chemical, daily chemical, thermal power circulating water, municipal water supply & sewage treatment, pharmaceutical intermediate manufacturing.
Product Core Advantages
- Adjustable output concentration range: 5%–15% sodium hypochlorite
- Low raw material threshold: usable salt purity ≥89%, no high-cost refined salt required
- Lower salt & power consumption vs traditional diaphragm electrolysis devices
- Large capacity customization support, max daily output up to 30 tons for large industrial clients
- Global localized technical after-sales service for overseas projects including Africa
- Modular skid-mounted plug-and-play design, containerized mobile unit optional
Economic Operation Technical Indicators
| Item | Standard Parameter |
|---|---|
| Raw Material Input | Industrial salt, tap water, electricity |
| Main Output Product | 5%~15% high concentration sodium hypochlorite |
| Adjustable Concentration Range | 5% ~ 15% NaClO |
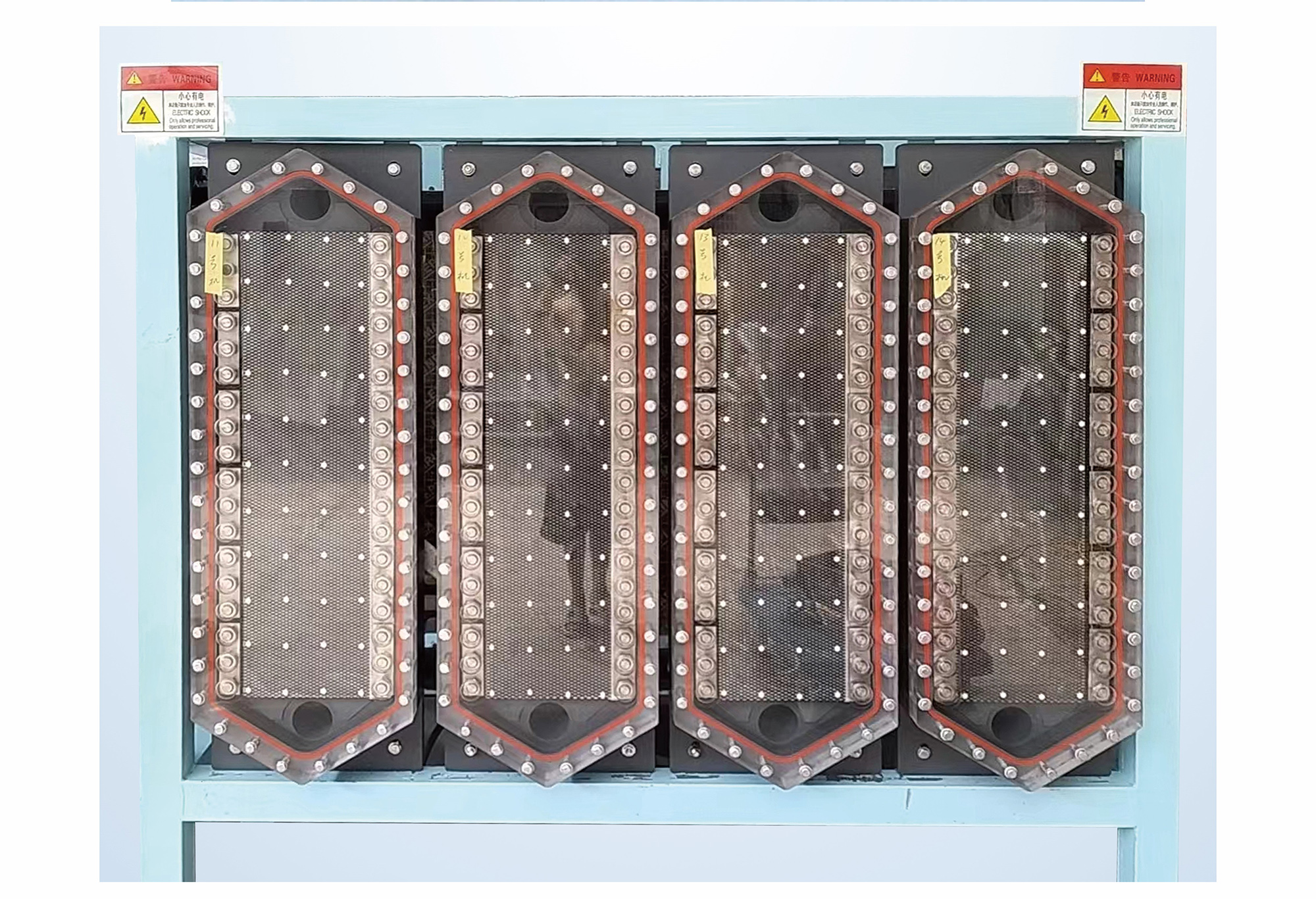
| Core Reaction Component | Ion exchange membrane electrolytic cell |
| Salt Consumption | 1.8kg per 1kg available chlorine |
| DC Power Consumption | 4.0kW·h per 1kg available chlorine |
Complete Model Technical Specification
| Model | Chlorine Output (kg/h) | 10% NaClO Output (kg/h) | Hourly Salt Consumption (kg/h) | DC Power Consumption (kW·h) | Floor Area (㎡) | Unit Weight (t) |
|---|---|---|---|---|---|---|
| BSHH-100 | 0.5 | 5 | 0.9 | 1.15 | 15 | 0.5 |
| BSHH-200 | 1 | 10 | 1.8 | 2.3 | 20 | 0.8 |
| BSHH-1000 | 5 | 50 | 9 | 11.5 | 100 | 5 |
| BSHH-1600 | 7.5 | 75 | 13.5 | 17.25 | 200 | 6 |
| BSHH-2200 | 10 | 100 | 18 | 23 | 200 | 8 |
| BSHH-3200 | 15 | 150 | 27 | 34.5 | 200 | 10 |
| BSHH-4200 | 20 | 200 | 36 | 46 | 350 | 12 |
| BSHH-6300 | 30 | 300 | 54 | 69 | 500 | 15 |
Note: Custom special oversized design available for chlorine output over 30kg/h.
Wide Application Industries & Scenarios
| Target Industry | Detailed Application |
|---|---|
| Chlor-Alkali Chemical Plant | Raw material production of chlorine, caustic soda, sodium hypochlorite |
| Daily Chemical Factory | Household bleach, laundry disinfection liquid manufacturing |
| Thermal Power Plant | Circulating cooling water algae & bacteria removal treatment |
| Pharmaceutical Factory | Pharmaceutical intermediate raw material preparation |
| Municipal Water Supply Plant | Urban & rural tap water purification & disinfection |
| Sewage Treatment Plant | Terminal effluent disinfection before discharge |
Comparison: On-site Generator VS Purchased Finished Bleach
| Comparison Item | Purchased Finished Bleach | Chlory On-site NaClO Plant |
|---|---|---|
| Transportation Expense | High hazardous chemical freight | Zero finished product transport cost |
| Effective Chlorine Loss | Severe attenuation during storage & transit | Real-time production, zero concentration loss |
| Disinfectant Freshness | Long stock cycle, unstable disinfection effect | Produce & use immediately, stable chlorine content |
| Storage Safety Risk | Mass hazardous chemical storage, high hidden danger | Small real-time output, low storage risk |
| Long-term Comprehensive Cost | High procurement + logistics + storage expense | Only salt & power consumption, lower long-term cost |
FAQ
Get Custom Quotation & Technical Solution
Contact our professional sales team to obtain detailed quotation, customized capacity scheme and local operation cost calculation report.
Contact Sales Now