

Introduction: Challenges of Seawater Cooling in Coastal Steel Mills
Coastal steel mills rely heavily on seawater circulating cooling systems to support blast furnace, converter, rolling mill, and oxygen production operations—often handling flow rates of 10,000–50,000 m³/h. However, these systems face severe challenges:
- Marine biofouling: Mussels, barnacles, and algae attach to pipes and heat exchangers, reducing heat transfer efficiency by 20–40%
- Bacterial slime and corrosion: Microbial growth accelerates pipeline degradation
- Traditional disinfection risks: Liquid chlorine and bleaching powder pose hazards of toxicity, leakage, and explosions in high-risk steel mill environments
- High operational costs: Frequent cleaning, maintenance, and chemical purchases
Seawater electrochlorination systems have become the industry-standard solution. Using only seawater and electricity, the system generates 0.2% dilute sodium hypochlorite in situ to achieve continuous sterilization, algae control and biofouling prevention with high safety and low cost.

Working Principle of Seawater Electrochlorination
The system electrolyzes seawater to produce effective chlorine (mainly hypochlorous acid) through three core reactions:
- Anode: 2Cl⁻ → Cl₂ + 2e⁻
- Cathode: 2H₂O + 2e⁻ → H₂↑ + 2OH⁻
- Liquid-phase synthesis: Cl₂ + 2NaOH → NaCl + NaClO + H₂O
Overall reaction: NaCl + H₂O → NaClO + H₂↑ (byproduct)
The system produces a stable 0.2% dilute sodium hypochlorite solution, which quickly forms hypochlorous acid (HClO) in water—the active component that kills bacteria, algae and marine larvae while preventing biofouling without relying on hazardous chemicals.
Core Applications in Coastal Steel Mills
1. Seawater Circulating Cooling System (Primary Application)
- Applicable processes: Blast furnaces, converters, hot/cold rolling, oxygen plants, sintering
-
Functions:
- Prevents marine organism attachment in pipes and condensers
- Maintains heat exchanger efficiency, reducing energy consumption
- Controls microbial slime and lowers corrosion rates
- Dosing points: Water intake, before circulation pumps, heat exchanger inlets, return pipelines
2. Industrial Water Treatment
- Turbid/clean circulating water: Sterilization, algae control, slime removal
- Pretreatment for desalination: Protects RO membranes from fouling
- Fire water systems: Prevents bacterial growth and blockages
- Wastewater treatment: Oxidation, decolorization, ammonia nitrogen removal
3. Water Intake & Drainage Systems
- Protects intake pumps and pipelines from blockages
- Controls residual chlorine for environmental compliance (0.05–0.2 mg/L discharge)
- Prevents biological growth in reservoirs and sedimentation tanks
4. Auxiliary Facilities
- Port and dock antifouling
- Sludge dewatering and oxidation
- Equipment and pipeline disinfection during maintenance
Technical Advantages for Steel Mills
1. Safety & Environmental Protection
- Zero hazardous chemicals: Eliminates liquid chlorine storage/transport risks
- Harmless byproducts: Hydrogen safely vented; no waste residue
- Environmental compliance: Meets strict steel mill discharge standards
2. Economic Benefits
- No salt required: Uses raw seawater, cutting chemical costs
- Low energy consumption: ≤3.8 kWh/kg-Cl₂ (15% more efficient than traditional systems)
- Reduced maintenance: Cleaning cycles extended from 1–3 months to 6–12 months
- Long service life: Electrodes last ≥5 years; system lifespan ≥15 years
3. Adaptability to Steel Mill Environments
- High corrosion resistance: Titanium-based DSA anodes, 316L/FRP materials
- Salt spray & dust resistance: Suitable for coastal steel mill conditions
- High load stability: Continuous operation under 24/7 heavy loads
-
Dual dosing modes:
- Continuous: 0.5–1.5 mg/L (daily antifouling)
- Shock: 3–8 mg/L (shutdown/maintenance enhancement)
4. Intelligent Operation
- PLC automatic control: ORP/residual chlorine closed-loop regulation
- Remote monitoring: DCS/MES integration, mobile APP access
- Safety interlocks: Emergency shutdown for abnormal conditions
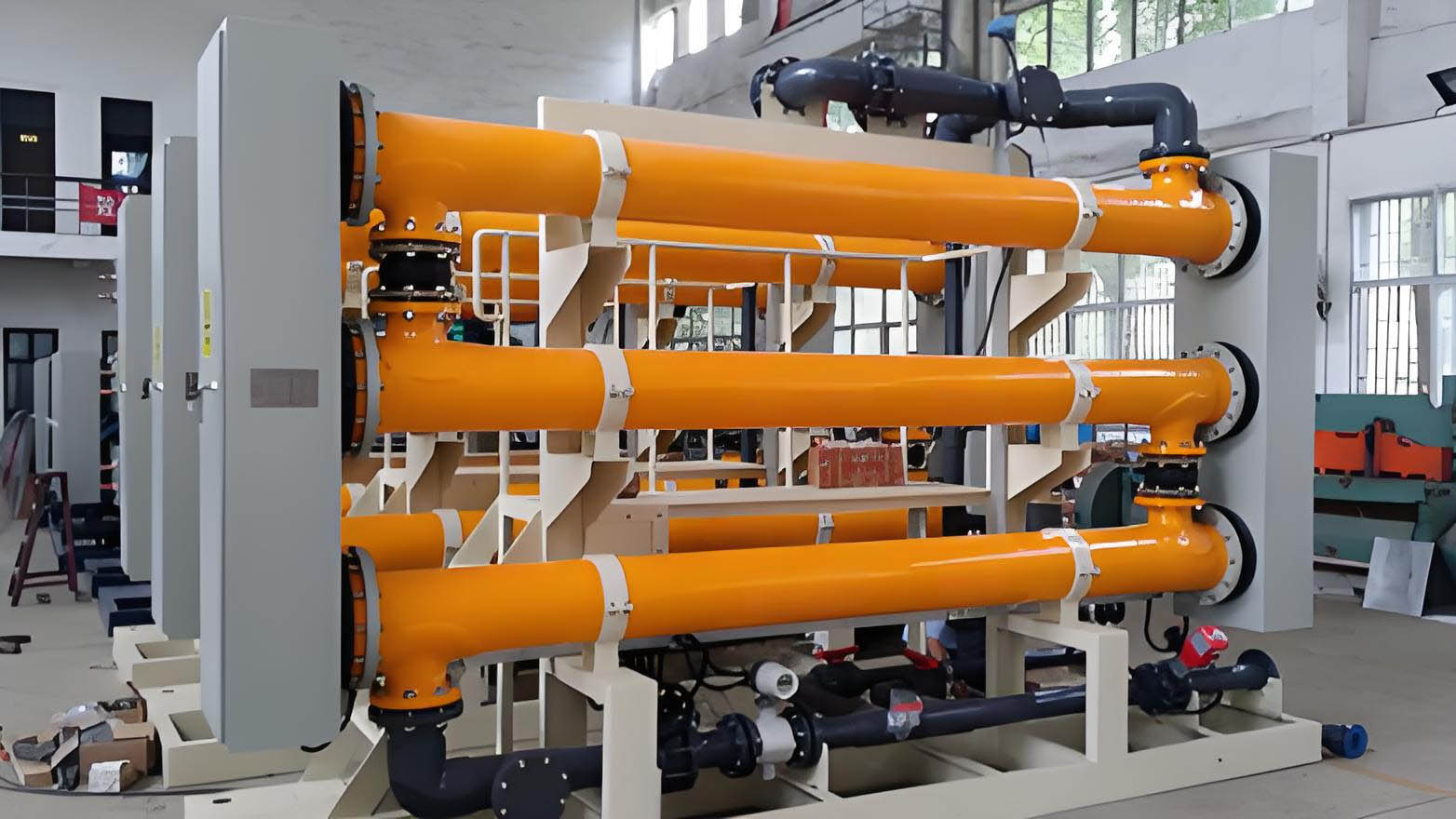
System Composition (Skid-Mounted Integrated)
1. Seawater Pretreatment
- Automatic backwash filters (500μm)
- Booster pumps (variable frequency)
- Security filters (100μm)
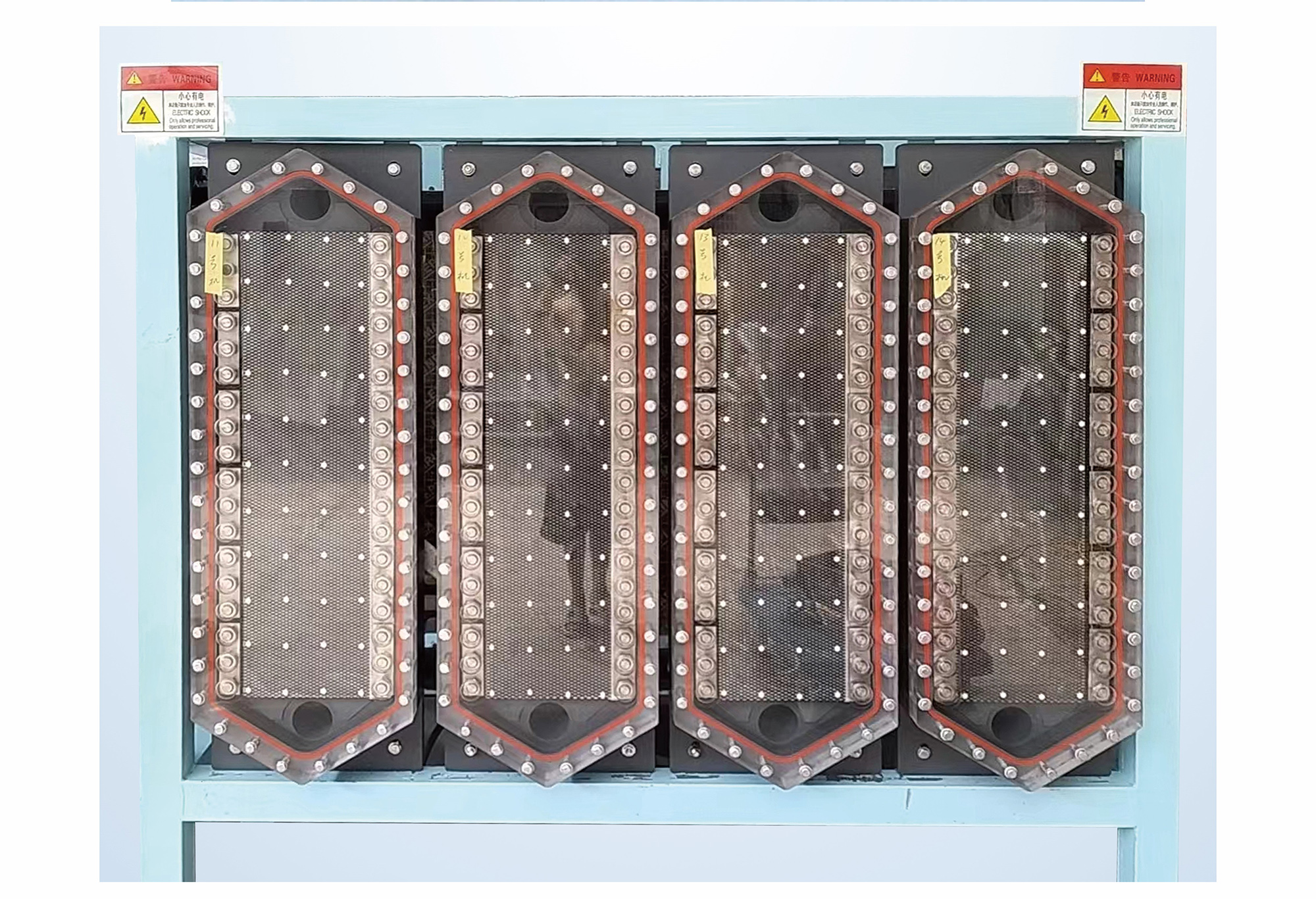
2. Core Electrolysis Unit
- Titanium-based Ru-Ir DSA anodes (high efficiency, long life)
- Explosion-proof rectifiers (steel mill certified)
- Automatic polarity reversal (prevents scaling)
- Hydrogen safety system (detection, dilution, ventilation)
3. Storage & Dosing
- FRP degassing storage tanks
- Dual redundant metering pumps
- Anti-corrosion piping (UPVC/316L)
4. Control & Safety
- Siemens PLC with touchscreen
- Online sensors (ORP, residual chlorine, flow, pH)
- Explosion-proof components (Ex d IIB T4)
Performance Comparison: Electrochlorination vs. Traditional Methods
| Parameter | Seawater Electrochlorination | Liquid Chlorine / Bleaching Powder |
|---|---|---|
| Raw materials | Seawater + electricity | Hazardous chemicals |
| Safety | Extremely high (dilute solution) | Low (toxic, explosive) |
| Operating cost | Low (electricity only) | High (chemicals, transport, labor) |
| Maintenance | Automatic, minimal | Frequent, hazardous operations |
| Environmental impact | Zero waste, compliant discharge | Residue, leakage risks |
| Adaptability | Continuous/shock dual modes | Single dosing only |
| Service life | Long (15+ years) | Short, frequent replacement |
Typical Steel Mill Application Cases
1. Baosteel Zhanjiang Steel (China)
- System: SWEC-200G (200 kg/h effective chlorine)
- Cooling water flow: 40,000 m³/h
-
Results:
- 98% antifouling efficiency
- Annual chemical cost savings: > $1.2 million
- Heat exchanger cleaning cycle extended to 24 months
2. Shougang Jingtang Steel (China)
- System: 2×SWEC-150G
- Scope: Full plant circulating water
-
Results:
- 8 years stable operation
- Pipeline corrosion reduced by 60%
- Energy consumption decreased by 12%
3. POSCO Gwangyang (South Korea)
- System: Custom 250 kg/h capacity
- Application: Combined cycle & rolling mill cooling
-
Results:
- Zero safety incidents
- Water treatment costs reduced by 45%
- Environmental compliance 100%
Selection Criteria for Steel Mills
- Effective chlorine output: 50–300 kg/h (match cooling water flow)
- Material standards: Titanium anodes, Hastelloy cathodes, FRP/316L construction
- Control system: PLC + DCS connectivity, safety interlocks
- Certifications: Explosion-proof, ISO, CE, industry-specific
- After-sales: Installation, training, 5-year electrode warranty
Conclusion
Seawater electrochlorination systems represent the future of water treatment for coastal steel mills, delivering:
- Superior safety (eliminating hazardous chemicals)
- Significant cost savings (30–50% lower operational expenses)
- Enhanced efficiency (maintaining heat transfer performance)
- Environmental compliance (meeting global steel industry standards)
For modern coastal steel enterprises pursuing safety, efficiency, and sustainability, seawater electrochlorination is no longer an option but a necessary investment.
FAQ
Q: What is a seawater electrochlorination system for steel mills?
A: A system that electrolyzes seawater to produce dilute sodium hypochlorite for antifouling, sterilization, and corrosion inhibition in steel mill cooling systems.
Q: Why choose electrochlorination over liquid chlorine?
A: Eliminates storage/leak risks, reduces costs by 30–50%, requires less maintenance, and complies with strict environmental standards.
Q: What capacity is suitable for a steel mill?
A: Typically 50–300 kg/h effective chlorine, matching cooling water flows of 10,000–50,000 m³/h.
Q: How long do electrodes last?
A: 5+ years with proper maintenance; polarity reversal extends service life.
Q: What are the main benefits for steel mills?
A: Improved safety, lower costs, better heat efficiency, longer equipment life, and full environmental compliance.